






1020 Bright Carbon Steel Bar
AISI 1020 carbon steel is a low carbon steel which has at least 0.17%C and 0.3%Mn. It has a good combination of strength and ductility and can be carburized,but due to its low carbon content, it is difficult to induction hardening or flame hardening. Due to lack of alloying elements, it is not suitable for nitriding.AISI 1020 steel can be easily machined,and can be welded easily using all of the traditional methods.
AISI 1020 CARBON STEEL SUPPLY FORM & SIZE
Form of Supply Size(mm) Length(mm) Round bar Φ6-Φ1,000 3,000-10,000 Square bar 100×100-600×600 3,000-6,000 Plate/Sheet Thickness :20-400
Width:80-1,0002,000-6,000 Flat bar/Blcoks Thickness :120-800
Width:120-1,5002,000-6,000 AISI 1020 CARBON STEEL SURFACE FINISH&TOLERANCE
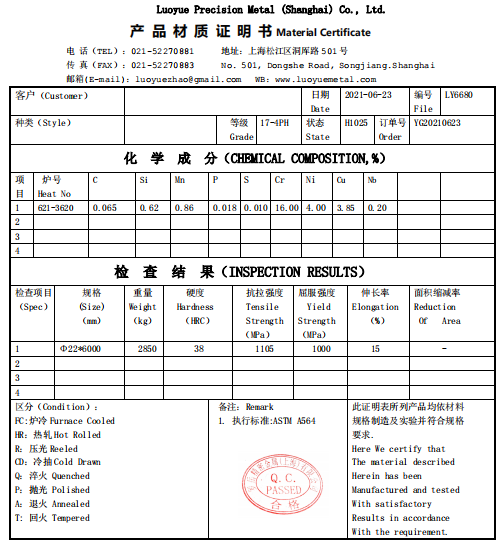
Surface Finish Black-Forged Black-Rolled Turned Grinding Polished Peeled Cold Drawn Tolerance (0,+5mm) (0,+1mm) (0,+3mm) Best h9 Best h11 Best H11 Best H11 AISI 1020 CARBON STEEL CHEMICAL COMPOSITION PER ASTM A29
GRADE C Si Mn P S 1020 0.18-0.23 0.15-0.35 0.30-0.60 ≤ 0.040 ≤ 0.050
Germany UK China Japan C22/1.0402 EN3/070M20 20# S20C AISI 1020 CARBON STEEL MECHANICAL PROPERTY
properties Metric Imperial Tensile strength 420 MPa 60900 psi Yield strength 350 MPa 50800 psi Modulus of elasticity 205 GPa 29700 ksi Shear modulus (typical for steel) 80 GPa 11600 ksi Poisson’s ratio 0.29 0.29 Elongation at break (in 50 mm) 0.15 0.15 Hardness, Brinell 121 121 Hardness, Knoop (converted from Brinell hardness) 140 140 Hardness, Rockwell B (converted from Brinell hardness) 68 68 Hardness, Vickers (converted from Brinell hardness) 126 126 Machinability (based on AISI 1212 steel. as 100 machinability) 65 65 AISI 1020 CARBON STEEL FORGING
Forging temperature:950-1200℃,air cooling after forging.
Weldability
AISI 1020 can be welded by performing the most common welding processes. In the cold drawn or turned and polished condition, it has better weldability. It has been suggested that the welding process should not be performed in heat treated or carburized condition.
Heat Treatment
Annealing
AISI 1020 steel is heated at 870°C - 910°C followed by a period of holding for a specific amount of time, until the temperature remains constant all over the section. It is then cooled in a furnace.
Carburizing
AISI 1020 is heated to between 880°C - 920°C in a suitable carburizing atmosphere followed by holding for a sufficient amount of time to produce the required carbon content and case depth. After this, refining/hardening and tempering processes are carried out to optimize the core and case properties.
Core Refining
AISI 1020 steel is slowly cooled and re-heated at 870°C - 900°C followed by a period of holding until the temperature remains constant all over the section and is quenched in water, oil or brine.
Case Hardening
After performing the core refining process, it is re-heated to 760°C - 780°C followed by a period of holding until the temperature is consistent all over the section. It is then quenched in water.
Tempering
AISI 1020 steel is re-heated at 150°C - 200°C followed by a period of holding for a certain time until the temperature remains constant throughout the section. It is soaked for 1 hour per 25 mm of section, and then cooled under normal atmosphere. By performing the tempering process, the toughness of the case will be improved and grinding cracks will be reduced.
Related Specifications Australia AS 1443 - 1994 M1020 Germany W.Nr 1.0402 C22
W.Nr 1.1151 CK22Great Britain BS970 - Part 3 - 1991 070M20
BS970 - 1955 EN3BJapan JIS G 4051 S20C USA AISI C1020
ASTM A29/A29M - 91 1020
SAE 1020
UNS G 10200
If you need product information or price, please fill in your contact information in the form, we will usually contact you within 12 hours. You could also email me info@lyapm.com to get prompt reply.



 NO.501 Dongshe Road, Dongjing Town, Songjiang District, Shanghai,China,201600
NO.501 Dongshe Road, Dongjing Town, Songjiang District, Shanghai,China,201600






















 .
. 
















 Mobile/Whatsapp/Zalo/Lines/Skype
Mobile/Whatsapp/Zalo/Lines/Skype General Inquiry
General Inquiry




 company profile download
company profile download